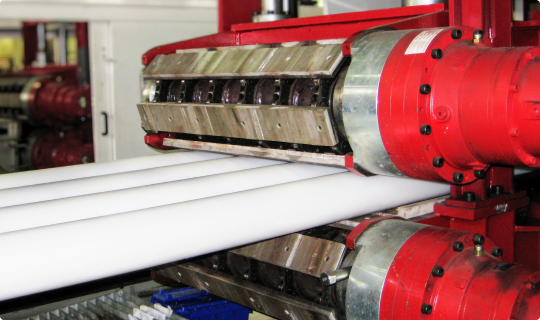
Polymer Industries uses a ram extrusion process for the manufacture of its Polyslick® Ultra-High Molecular Weight rod, tubing, and profiles. First, Ultra-High Molecular Weight powder is gravity fed into a chamber and a hydraulic ram pushes the powder from this chamber into the die (the shape of the desired plastic, a certain diameter rod, a certain OD and ID tube, or a profile shape).
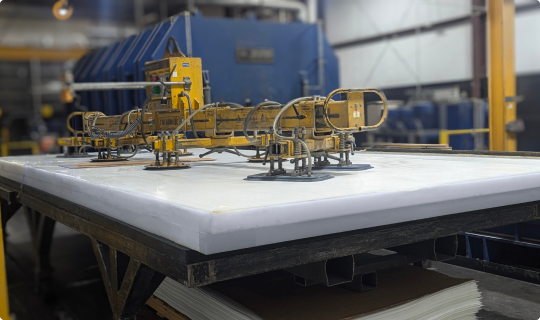
Heaters are then employed on the outside of the die to heat the plastic and make it form into shape. The hydraulic ram moves back and forth continuously feeding the powder into the die. As the material comes out of the die, it travels the length of the conveyor after which it is cut to length.
Ram extrusion does not shear the material that is being manufactured; it moves the material by hydraulically pushing it through the die. Ultra-High Molecular Weight Polyethylene, which becomes gelatinous when it melts, can only be extruded with this process or similar.
Standard lengths are 120″. We can also cut our ram extruded products to other lengths upon request.
For example, if a customer desires 10″ rod cut into 6″ long pieces, this can be done with a cold saw that cuts large diameter rods to length.